





Related Concepts
Manufacturing Data
| Material | 12mm raw MDF |
| Tool | 6mm Compression End Mill |
| RPM | 24000 RPM |
| Feed Rate | 4500 mm/min |
| Pass Depth | 12mm one pass |
| Machine Time | ~60 minutes |
| Assembly Time | ~ 30 minutes |
| Machine Type | SMART-MAXSPEED-2137 CNC Router |
| CAM Software | Aspire |
Build Summary
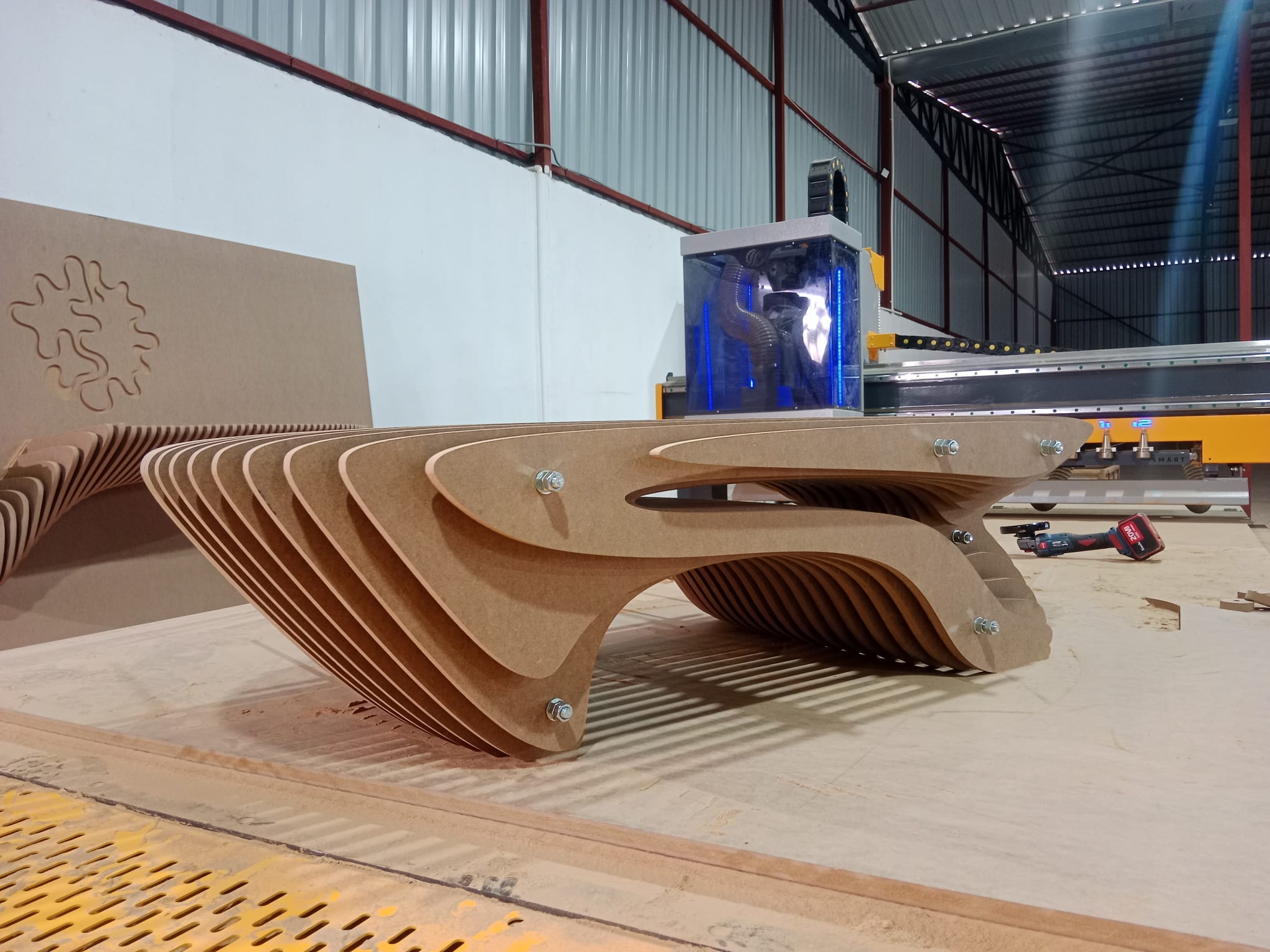
Production build of the Parametric Bench A-7 designed for CNC-based digital fabrication workflows. The bench uses layered contour construction with interlocking structural sections to create a continuous flowing form while maintaining rigidity across long spans. The project was developed as a full-scale fabrication-ready furniture prototype optimized for sheet-based manufacturing. All geometry was prepared for CNC router production using 12mm material thickness and 6mm flat end mill tooling compatibility. The asymmetric layered structure combines functional seating geometry with sculptural parametric surface transitions suitable for modern interior spaces, galleries, studios, and experimental furniture applications.
Fabrication Notes
Due to the long horizontal span and nested layered geometry, stable vacuum hold-down during machining is strongly recommended. If vacuum capacity is insufficient, smaller contour sections should be secured using holding tabs or bridge connections to prevent movement during profile cutting. Internal corner clearances and tool compensation were optimized for 6mm flat end mill usage. Using tools larger than 6mm may cause fitment problems in tight internal transition areas. This design contains multiple stacked structural layers that rely on accurate alignment during assembly. Dry-fitting all sections before final fastening is recommended. If raw MDF is used, primer and surface sealing should be applied shortly after machining to reduce moisture absorption and dimensional swelling. Environmental humidity may affect slot tolerances and interlocking connections over time. Tolerance compensation for slot-fit assembly areas was prepared with additional clearance for CNC fabrication workflows. If paint, primer, veneer, or thick surface coatings will be applied, offset adjustments should be added before machining to preserve assembly fit.