





Related Concepts
Manufacturing Data
| Material | 18mm White Melamine-Faced MDF |
| Tool | 6mm Compression End Mill |
| RPM | 24000 RPM |
| Feed Rate | 8000 mm/min |
| Pass Depth | 18mm single pass |
| Machine Time | ~75 minutes |
| Assembly Time | ~ 20 minutes |
| Machine Type | SMART-MAXSPEED-2137 CNC Router |
| CAM Software | Aspire |
Build Summary
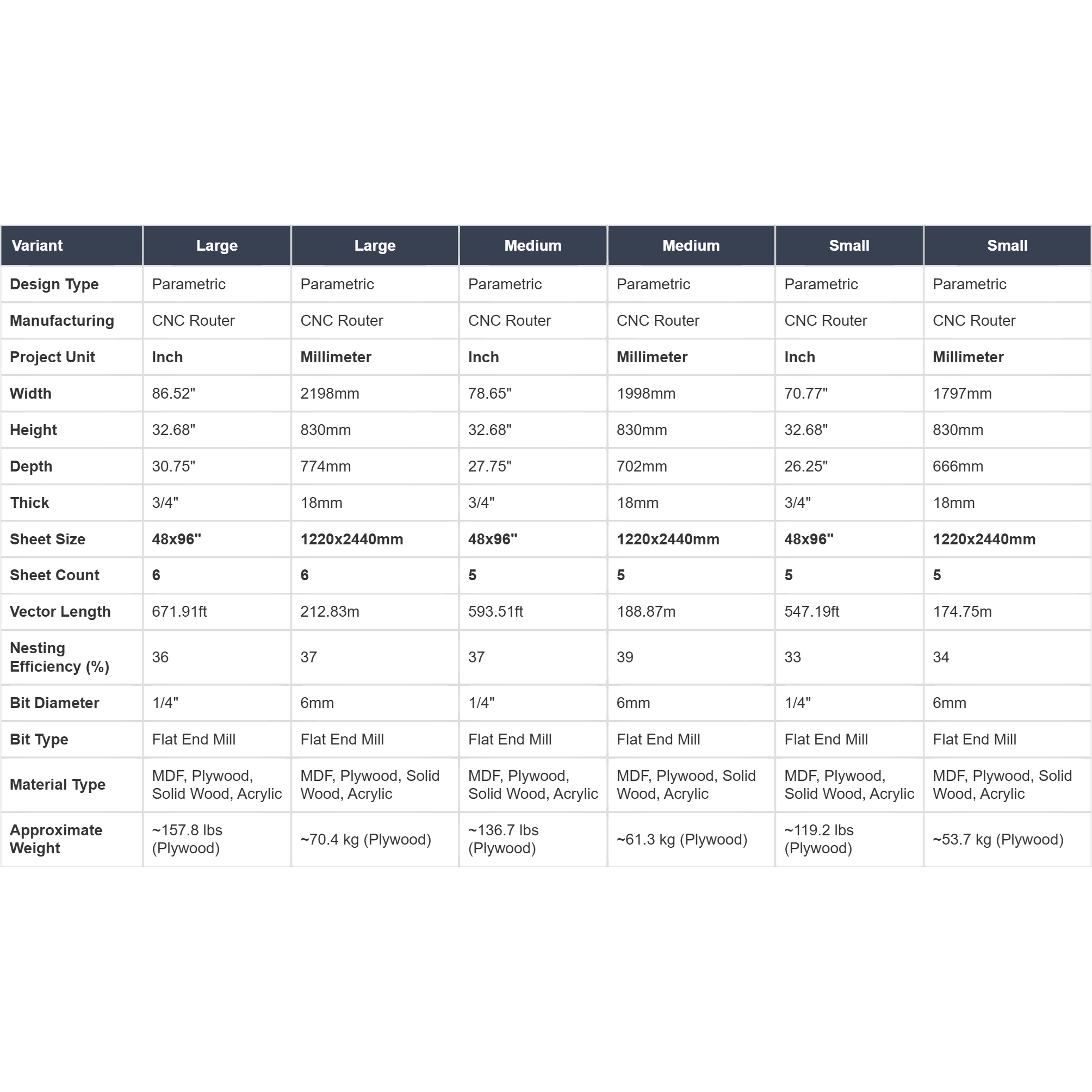
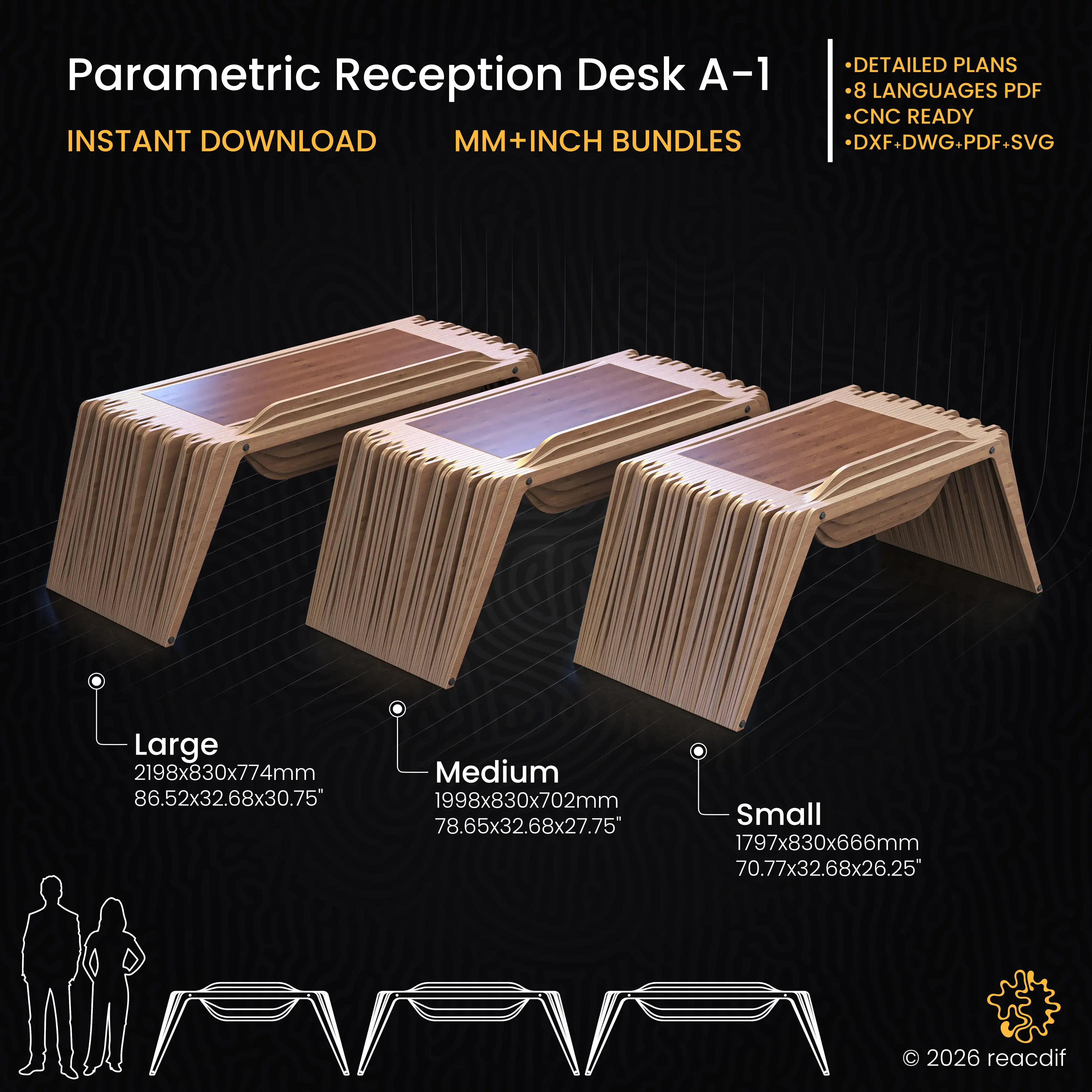
This is a large-scale CNC-manufactured reception desk developed for commercial interiors, offices, showrooms, exhibition spaces, and public-facing environments. The project features a layered parametric structure that combines sculptural aesthetics with practical fabrication workflows, creating a visually distinctive reception desk that can be produced entirely through digital manufacturing methods. The design is available in three production sizes (Small, Medium, and Large) and includes both metric and imperial fabrication packages. All versions were optimized for manufacturing from standard 18mm sheet materials using CNC router technology. The design supports fabrication using MDF, plywood, solid wood sheet products, or acrylic materials depending on the desired finish and production environment. Complete production packages include CNC-ready DXF, DWG, SVG, and PDF files, detailed manufacturing documentation, and multilingual fabrication guides. All components were prepared as fabrication-ready digital assets suitable for professional workshops, makerspaces, and CNC production facilities. The project has been fully prepared for manufacturing and is available for immediate production using standard CNC router workflows.
Fabrication Notes
This project was developed around large-format CNC router manufacturing using 18mm sheet materials and a 6mm flat end mill cutting strategy. The layered rib structure generates a substantial number of individual components. Organizing and labeling parts immediately after machining significantly reduces assembly time and minimizes installation errors during final construction. Because the design relies on repeated contour geometry, maintaining consistent material thickness throughout the production batch is important. Sheet-to-sheet thickness variations can accumulate across the assembly and affect final alignment if multiple material suppliers or production batches are mixed. If painted, lacquered, or heavily coated finishes are planned, assembly slots and fitting areas should be evaluated before surface treatment. Additional coating thickness may influence assembly clearances and should be considered when preparing machining offsets. For commercial installations, a pre-assembly dry fit is recommended before transportation to the final location. This allows dimensional verification and simplifies on-site installation procedures.